
 Total Views: 7187
Total Views: 7187

Table of Content
Blog Summary:
This blog post provides an in-depth look at the importance of IT solutions for manufacturers. To help you understand better, we explain everything in-depth, including the necessity of IT solutions for manufacturers, their benefits, key components, use cases, specific examples, challenges, and steps to integration. Let’s explore now.
Table of Content
Imagine a manufacturing plant equipped with advanced and connected machinery, characterized by smooth operations with minimal disruption and a seamless flow of data across different systems.
For many manufacturers, this has become a reality rather than a dream. IT Solutions for Manufacturing make it possible, leading to a significant digital transformation in this sector.
IT solutions are a must-have for modern manufacturing to ensure smooth operations, integration, and predictive insights across the entire production ecosystem. This has propelled the demand for IT-driven solutions among manufacturers.
According to Fortune Business Insights, the global smart manufacturing market is expected to reach $998.99 billion by 2032, growing at a CAGR of 14.9%.
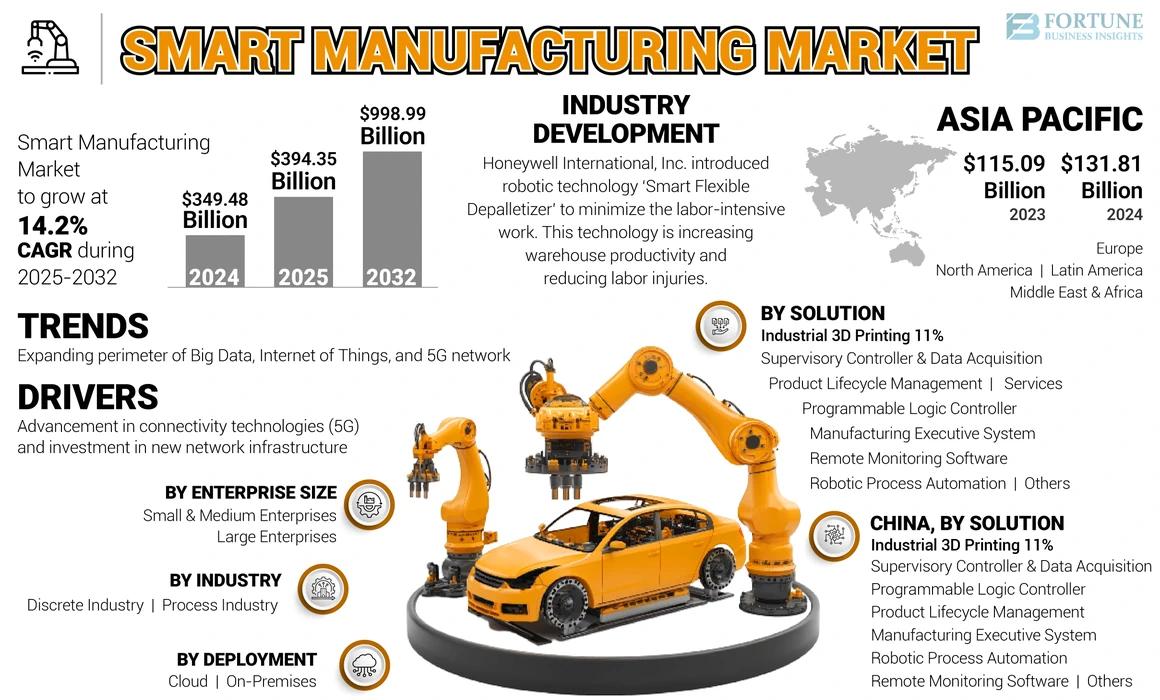
This statistic highlights the rapid pace at which manufacturers are adopting IT solutions. In this blog, we will examine the primary advantages of IT solutions for manufacturers. Read on to learn more.
IT solutions are crucial for manufacturers to enhance their business operations and achieve improved efficiency. It increases productivity and also minimizes costs with the help of real-time data insights and automation.
Manufacturers discover immense possibilities for analyzing supply chains, optimizing resource allocation, and predicting equipment maintenance with advanced IT solutions. This becomes possible through the integration of multiple systems, such as IoT, ERP, and cloud platforms.
Additionally, robust analytics and AI-based tools are capable of minimizing downtime, enhancing product quality, and responding quickly to market changes. IT solutions enable manufacturers to make informed decisions, ensuring higher efficiency and improved customer satisfaction in today’s fast-paced and competitive business environment.
Apart from this, these solutions also play a leading role in strengthening cybersecurity and compliance with the latest industry standards. It’s important for sustainable growth, especially in today’s highly advanced manufacturing environments.
Opting for world-class IT solutions for manufacturing entitles you to numerous benefits, including automation of production lines, smart and real-time decision-making, and more.
Let’s explore some other most promising advantages that help you get competitive business advantages:
Whether it’s Artificial Intelligence (AI), robotics, or Machine Learning (ML), IT automation tools help you take your operational efficiency to the next level. It eliminates the need for manual intervention, helping you improve workflows, optimize production cycles, reduce downtime, and more.
Enterprise resource planning (ERP) systems integrate processes across multiple departments of your organization, including production, procurement, and distribution. It ensures fast communication with precise planning. It helps you deliver higher output in less time, thereby also minimizing your operational costs.
When it comes to quality control, it’s one of the most important aspects in manufacturing. By leveraging IT solutions for manufacturing, you can utilize real-time data analytics, cutting-edge monitoring systems, and machine vision technologies, among others. These can detect any errors in the entire production process early.
Apart from this, automated quality checks are necessary to ensure higher consistency and also minimize human error. It leads to only limited product recalls and compliance with the latest regulations. With IT solutions, you can ensure that only the right products reach the market, thereby maximizing your brand reputation.
IT solutions, such as cloud-based platforms and IoT sensors, enable the real-time tracking of inventory, materials, and logistics. They enable you to track various stages of the supply chain, from the sourcing of raw materials to final delivery.
Predictive analytics are essential for optimizing inventory levels, anticipating disruptions, and reducing lead times. It increases collaboration with distributors and suppliers. It ensures smooth and hassle-free operations while reducing the overall cost.
Another great advantage of IT solutions is that they help you match customer expectations in terms of personalized products, on-time delivery, and quality services. These are crucial factors that contribute to actively increasing customer satisfaction.
These solutions are beneficial in production planning, enhancing order management, providing after-sales support, and more. CRM systems offer the capability to integrate with production data, enabling businesses to provide highly customized products with accurate delivery timelines.
Advanced IT solutions enable you to monitor equipment health in real-time and predict potential failures before they occur.
This kind of proactive approach minimizes any costly unplanned downtime, smooths production runs, and also extends machine lifespan. Predictive maintenance is not only capable of saving money but also enhances operational reliability.
Flexibility is something that holds great importance, especially in today’s fast-changing market. IT systems enable manufacturers to adapt quickly to shifts in regulatory changes, demand, or the introduction of new products.
Cloud-based solutions enable businesses to scale their operation according to their actual requirements. For this reason, they don’t need to invest in heavy infrastructure. This agility enables manufacturers to innovate quickly, remain competitive, and successfully enter new markets.
We deliver IT solutions to reduce downtime, optimize efficiency, and accelerate innovation. Streamline your operations for greater output and productivity.
Many important components play an indispensable role in maximizing digital transformation in today’s manufacturing sector. We will discuss each component in detail to help you understand better:
ERP systems are a vital component in any manufacturing IT infrastructure. Managed IT services ensure higher upgrades, smooth deployment, and proper maintenance of ERP platforms.
It ensures smooth integration of inventory, finance, HR, and production. A properly managed ERP minimizes any redundancy, boosts operational efficiency, and automates workflow.
MES solutions work effectively to track and analyze production on the shop floor in real-time. With the managed services, you can ensure the consistent update, optimization, and integration of MES platforms with ERP systems. It enhances visibility into production while minimizing waste and ensuring quality control.
Supply chain management (SCM) is essential for efficiently managing logistics, procurement, and distribution. Managed IT services can support SCM tools by providing troubleshooting, proactive monitoring, integration with third-party platforms, and additional services to enhance overall system performance. It ensures the supply chain is cost-efficient and resilient.
Managed IT services help you mitigate the risk of cyber threats through intrusion detection, firewalls, compliance monitoring, and identity management. It ensures full protection of sensitive data, including customer details, product designs, operational insights, and more, from any ransomware attacks and data breaches.
Cloud platforms have presented various growth opportunities for manufacturing businesses, offering flexibility, scalability, and cost savings. Managed IT services provide performance optimization, smooth cloud migration, ongoing management, and more.
Apart from this, cloud-based systems help manufacturers boost collaboration across global teams, facilitate real-time data, ensure business continuity, and more, with reliable disaster recovery solutions.
Data-driven insights hold great importance for various reasons, including demand forecasting, predictive maintenance, and performance optimization.
Managed IT providers implement robust data analytics tools and integrate them with SCM, MES, and ERP platforms. It helps decision-makers improve efficiency, stay informed about trends, and minimize downtime.
Managed IT services are utilized in the manufacturing sector for various purposes to remain competitive and capitalize on multiple growth opportunities. Let’s explore some of the most popular use cases in-depth:
Manufacturing businesses have been a prime target for cyberattacks, as any data theft or downtime can disrupt the supply chain. Managed IT services provide modern cybersecurity solutions, including endpoint protection, intrusion detection, Firewalls, continuous vulnerability assessments, and more.
These service providers utilize your systems 24/7 to ensure the complete safety of your customer data, intellectual property, operational continuity, and protection against emerging threats.
Smooth and seamless communication between plants, teams, and suppliers is essential for today’s advanced manufacturing. Managed IT service providers ensure enterprise apps, collaboration tools, and networks function properly even without any disruption.
They have an enormous capability of handling troubleshooting, maintenance, upgrades, and more. IT service providers let your staff perform the core tasks of your business rather than handling complex IT issues. It leads to higher productivity, optimized workflows, reduced downtime, and increased efficiency.
Smart sensors and IoT devices make it convenient for you to monitor operations. With remote monitoring solutions, you can get real-time insights into predictive maintenance, equipment performance, supply chain visibility, and more.
This proactive approach minimizes unplanned downtime. Additionally, it offers smooth production and boosts machine lifecycles, regardless of the plant’s multiple locations.
Operational costs rise when sudden emergency repairs or IT failures occur. You can resolve these issues by opting for a managed IT model, which offers subscription-based or predictable pricing options.
It reflects expenses for support, monitoring, cybersecurity, and upgrades, which are combined into a fixed monthly fee. As a result, companies can budget with greater accuracy, avoiding unexpected costs while receiving enterprise-level IT support.
Managed IT service providers indeed understand the major concerns of manufacturers in complying with industry regulations and proactively address these needs. They align with compliance requirements of data storage, systems, and reporting processes.
They are also responsible for conducting regular audits, maintaining proper documentation, and ensuring data security. It also minimizes the overall risk of penalties, enabling organizations to stay audit-ready.
Managed IT in manufacturing has transformed the production line, shaping its future. We will discuss some of the specific examples:
The majority of manufacturers have recently leveraged AI-based predictive analytics to predict sudden equipment failures, thereby minimizing downtime.
For instance, managed IT providers utilize machine learning models that leverage sensor data for predictive maintenance, indicating when equipment may require attention. It allows manufacturers to shift from reactive to proactive strategies, which indeed saves cost and thus redefines production schedules.
Managed IT services provide numerous benefits, including firewall management, round-the-clock monitoring, intrusion detection, and more. Any manufacturing plant that leverages connected CNC machines can rely on managed IT teams to detect unusual network traffic. Besides, it also prevents cyberattacks and could halt production.
Managed IT services are also essential for maintaining and optimizing robotics systems strategically. IT experts ensure that automated assembly lines and robotic arms function properly, whether through software updates or real-time troubleshooting.
A common and practical example is managed IT teams monitoring robotic operations remotely to quickly detect errors, boost efficiency, and reduce production downtime.
Manufacturers harness the Industrial Internet of Things (IIoT) to extract real-time data from connected devices and sensors. The managed IT team monitors integration and manages these critical systems.
For instance, managed IT is crucial in smart factories for collecting and centralizing data from sensors that monitor vibration, temperature, and energy, among other parameters. It enables manufacturers to make data-driven decisions for resource optimization and quality control.
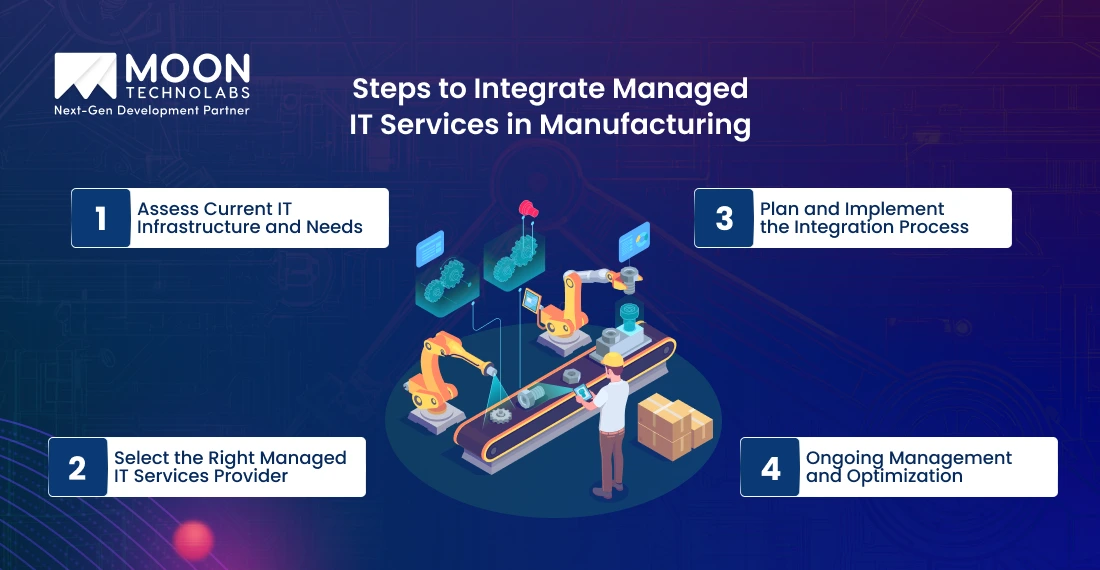
The integration of managed IT services in manufacturing is a strategic approach that involves several key steps. Let’s discuss each step in-depth:
The first step of integration involves conducting a comprehensive audit of existing applications, IT systems, networks, and other relevant components. Manufacturers should easily recognize several key pain points, including cybersecurity vulnerabilities, outdated hardware, inefficient data management, and more.
It’s highly important to be well-versed in your core business priorities, including supply chain visibility, production automation, compliance, and more.
The next important step is to select a trusted service provider. It’s advisable to choose the right service provider based on factors like scalability, industry expertise, 24/7 support, security capabilities, and more.
Ensure your service provider is aware of the unique challenges that manufacturing operations present, including IoT device management, Operational Technology (OT) integration, real-time monitoring, and other relevant considerations. Whether it is service level agreements (SLAs), references, or compliance certifications, these should be reviewed before making any final decision.
Once you have chosen the right service provider, you need to create a comprehensive integration roadmap. It includes multiple activities, such as setting up secure cloud environments, migrating legacy systems, and ensuring minimal disruption to production.
Effective collaboration among plant managers, IT teams, and managed service providers is essential. Apart from this, pilot testing in particular departments before a final rollout is essential to help in recognizing potential issues as soon as possible.
You should consider that managed IT services are not just a one-time project. But. It’s an ongoing partnership. Whether it’s proactive threat detection, regular system monitoring, or software updates, they indeed ensure continuous improvement as well.
The service provider delivers detailed reports on security, performance, and cost savings. Additionally, they conduct quarterly reviews to ensure the IT strategy aligns properly with the business’s adequate growth. It also ensures maximum ROI.
We help you seize endless growth opportunities with tailored IT solutions that minimize costs, improve workflow, and enhance efficiency. Redefine your business operation.
While implementing managed IT services in your manufacturing business operations, you also come across numerous challenges. The following are some of these challenges:
Whether it’s creating a cloud infrastructure, implementing advanced tools, or upgrading network systems, implementing robust managed IT services requires a hefty investment.
Meanwhile, it’s also true that these services minimize overall operational expenses. Still, the initial investment is discouraged, especially for small manufacturers.
Pro Tip: Begin with a phased approach. It’s a good idea to prioritize important operations first and then expand them. It maximizes your manufacturing business ROI even without increasing your budget.
Another challenge that arises when connecting modern IT with legacy systems is compatibility issues. These are common issues and thus require a custom solution that ensures seamless deployment and implementation. Besides, production downtime, even during the transition, impacts both output and productivity. It makes integration risky.
Pro Tip: It’s always a good idea to leverage API-based and middleware solutions, which help you minimize the gap between new and old systems. You need to conduct a pilot integration to reduce downtime and detect issues as early as possible.
As we have already mentioned, cybersecurity threats are growing rapidly. The majority of hackers target mainly industrial systems to steal intellectual property, disrupt operations, compromise sensitive customer data, and more.
Pro Tip: It’s indeed a great idea to utilize layered security, including intrusion detection, firewalls, and continuous monitoring, among other measures. Compliance audits and regular employee training boost defenses against ransomware and phishing.
The manufacturing process generates vast amounts of data, ranging from supply chain records to metrics. Manufacturers often struggle to manage and analyze data properly. They often face difficulty in converting raw data into fully actionable insights that improve the entire decision-making process.
Pro Tip: It is recommended to invest in real-time analytics platforms and centralized data. You need to start the entire process with small-scale predictive maintenance projects to reflect business value even before scaling across multiple operations.
Since managed IT services rely extensively on technologies, any disruption can halt your entire manufacturing process. This disruption primarily occurs due to cyberattacks, system failures, internet outages, and other similar events.
This level of dependence significantly increases operational risks, as downtime has a profound impact on production schedules and customer satisfaction.
Pro Tip: Create a comprehensive disaster recovery protocol and clear service level agreements (SLAs). It’s highly important to maintain a hybrid approach by keeping important IT functions in-house while outsourcing many other tasks.
Moon Technolabs delivers world-class IT solutions for manufacturing automation. We specialize in blending cutting-edge technology with vast industry knowledge.
Our experts employ a proven strategy and approach to enhance operations with custom ERP systems, cloud migration, IoT-based smart factory solutions, and advanced analytics, enabling real-time decision-making.
We provide managed IT solutions tailored to meet the specific demands of modern manufacturing, minimizing downtime and boosting productivity.
As a responsible IT service provider, we serve you with a core focus on cybersecurity, taking appropriate measures to protect sensitive industrial data. We work with a customer-first approach to help manufacturers achieve resilience, efficiency, and competitive advantages.
Today, IT solutions are no longer a choice but have become a necessity for a manufacturing business for its adequate growth. It paves the way to unlock missed growth opportunities by improving operations, efficiency, and production.
These are indeed directly proportional to ROI. Opting for best-in-class managed IT services ensures long-term growth for your business—partner with us to unlock your business’s efficiency and capitalize on opportunities to maximize profits.
01
02
03
04

Jayanti Katariya is the CEO of Moon Technolabs, a fast-growing IT solutions provider, with 18+ years of experience in the industry. Passionate about developing creative apps from a young age, he pursued an engineering degree to further this interest. Under his leadership, Moon Technolabs has helped numerous brands establish their online presence and he has also launched an invoicing software that assists businesses to streamline their financial operations.
Submitting the form below will ensure a prompt response from us.
We refine our expertise to deliver innovative business solutions.





500 N Michigan Avenue, #600, Chicago IL 60611
13500 Long Is Dr, Pflugerville, TX 78660, USA

C-105, Ganesh Meridian, S.G. Highway, Ahmedabad, GJ 380060






“ I highly recommend Moon Technolabs as the quality of service is wonderful. We have hired this company to develop the product based on some complex & technical issues. We get the best quality services as compared with others in the market. Huge Thanks to Moon Technolabs as the team is always ready to give the solution all time.”
“ Moon Technolabs is a pioneer in the WebRTC based project as they have fixed complicated segments of the module by fulfilling different product lines by providing 24X7 customer support. We really recommended Moon Technolabs as they are able to develop products as per the module deadline and project timeline.”
“I am happy to recommend Moon Technolabs for their app development services. They successfully developed apps for me, and I am highly satisfied with the overall outcomes. The development team has swiftly addressed the issues with responsive and effective communication to understand the requirement quickly and actively resolve the back-and-forth problems that arose...”
“Moon Technolabs is the best company that provides advanced apps and websites development services in the USA and Europe. I am a newbie to develop my app with an external team. I am really happy to work with them as I am not that much mobile apps user. Here, the team and specially the CEO of Moon Technolabs helps me to let me know about the benefits of my app to generate revenue....”





